Terminal Crimping Process Control: From Wire Stripping to Pull Force Testing
Terminal crimping process control is the foundation of reliable custom wire harness manufacturing. Starway Technology controls wire stripping, strip length, conductor brush, bellmouth, crimp height, insulation crimp, terminal position, connector assembly, pull force testing, continuity testing, and insulation resistance testing through IPC-based workmanship thinking and Taiwan-based OEM production.
Terminal Crimping Process Control: From Wire Stripping to Pull Force Testing explains how a reliable crimp is created through a controlled sequence, not by visual judgment alone. A high-quality crimp depends on the correct wire, terminal, crimp tooling, strip length, conductor placement, crimp height, insulation support, terminal position, inspection method, and final electrical verification.
Starway Technology Co., Ltd. is a professional wire harness and cable assembly OEM manufacturer based in Taiwan. We support custom wire harness manufacturing, high-mix low-volume production, engineering samples, customer-specified connectors, terminal crimping, connector assembly, continuity testing, insulation resistance testing, and project-based production for industrial, military, aerospace, communication, and high-reliability applications.
Certificate and Standard Reference
This article can display Starway Technology's IPC membership and IPC-related certificate references to support customer confidence in our crimping workmanship foundation and process-oriented manufacturing approach.

IPC Member
Starway Technology is listed in the official Global Electronics Association / IPC member directory as an OEM company, supporting our professional positioning in custom wire harness manufacturing.
IPC/WHMA-A-620
IPC/WHMA-A-620 is an important workmanship reference for wire preparation, stripping, crimp terminals, connector assembly, shielding, protective coverings, and testing.
IPC/WHMA-A-620E-S
IPC/WHMA-A-620E-S is a space and military applications addendum used with IPC/WHMA-A-620E for higher-reliability cable and wire harness applications.
Technical Reference Links
Starway Technology applies terminal crimping process-control principles aligned with the technical guidance published by leading connector manufacturers such as Molex and TE Connectivity. These public references explain why terminal crimping must be controlled through correct wire preparation, tooling setup, crimp geometry, crimp height inspection, pull force testing, and final verification.
This article does not claim that Starway is Molex or TE Connectivity, nor does it imply formal approval by these manufacturers. Instead, it shows that Starway Technology uses the same engineering language and process-control mindset that world-class connector manufacturers emphasize for reliable terminal crimping.
- Molex Crimp Technology Reference
- Molex Introduction to Crimp Technology explains key crimp terminology such as bellmouth, conductor brush, conductor crimp height, insulation crimp, strip length, terminal position, process control, and pull force testing.
- TE Connectivity Crimping Terminals Reference
- TE Connectivity Crimping Terminals White Paper explains the importance of correct terminal and tooling selection, crimp profile control, tensile strength, dielectric strength, voltage drop, and vibration-related performance testing.
Technical Summary
A terminal crimp is a controlled mechanical and electrical interface between a wire conductor and a terminal. If the crimp is too loose, the connection may suffer from poor electrical conductivity and low mechanical retention. If the crimp is too tight, the terminal or conductor strands may be damaged, reducing tensile strength and vibration resistance.
Process control must therefore include wire stripping, strip length control, conductor brush review, bellmouth review, conductor crimp height, insulation crimp, terminal position, tooling condition, crimp inspection, pull force testing, connector insertion, continuity testing, and insulation resistance testing.
For B2B customers, this means Starway Technology does not treat crimping as a simple hand operation. We treat it as a controlled manufacturing process that must balance electrical performance, mechanical strength, assembly fit, and long-term reliability.
Why Terminal Crimping Process Control Matters
A crimped terminal may look small, but it is often one of the most critical points in a wire harness. A poor crimp can high contact resistance, intermittent continuity, conductor damage, loose termination, local heating, connector damage, or field failure. In high-reliability applications, these risks cannot be managed by appearance inspection alone.
Electrical Performance
Correct crimp compression helps a stable low-resistance current path between the conductor and terminal barrel.
Mechanical Strength
Proper crimp geometry and insulation support help the wire withstand pulling, vibration, handling, and assembly stress.
Repeatable Manufacturing
Controlled tooling, inspection records, and testing help maintain quality from prototype builds to repeat production.
Key Crimping Terms Used in Process Control
Based on industry crimping practice, the following terms are important for communication between customer engineering teams, OEM manufacturers, inspectors, and production operators.
- Bellmouth / Flare
- The flare at the edge of the conductor crimp acts as a funnel for conductor strands and helps reduce the risk of cutting or nicking wire strands during compression.
- Conductor Brush
- The conductor brush is the visible wire strand extension past the conductor crimp. It helps confirm conductor position but should not extend into the terminal contact area.
- Conductor Crimp Height
- Crimp height is a measurable control point used to confirm whether the terminal has compressed the conductor within the required range.
- Insulation Crimp
- The insulation crimp supports the wire jacket or insulation for strain relief and helps the terminal withstand handling, shock, and vibration.
- Strip Length
- Strip length determines exposed conductor length and affects conductor brush, insulation position, and whether the conductor is placed correctly in the crimp barrel.
- Terminal Position
- Terminal position is controlled by alignment with the punch, anvil, and carrier cut-off tooling, and affects bellmouth, cut-off tab, crimp shape, and terminal form.
Crimp Height, Tooling, and Terminal Matching
Terminal crimping is not a one-size-fits-all process. A reliable crimp depends on the correct match between terminal, wire, applicator, crimp tooling, and production method. When tooling and terminal geometry are not correctly matched, the conductor barrel may not form correctly around the wire, the terminal may twist or bend, insulation may be damaged, or the final crimp may fail electrically or mechanically.
Starway Technology treats crimp height as a process indicator. Crimp height must be compared with the applicable terminal specification, wire size, conductor material, stranding, plating, applicator setup, and customer-approved criteria. A crimp that only “looks acceptable” is not enough for reliable wire harness manufacturing.
Tooling condition also matters. Worn anvils, incorrect punch alignment, poor feed adjustment, excessive terminal drag, or improper applicator setup can flash, asymmetrical crimp profiles, distorted barrels, damaged insulation, or unstable crimp quality.
- Correct Terminal and Wire Selection
- The selected terminal must match the wire gauge, conductor type, insulation diameter, plating, current requirement, and connector system.
- Correct Tooling and Applicator
- The crimp tool, applicator, die set, and machine setup must be suitable for the terminal and wire combination.
- Crimp Height Measurement
- A crimp micrometer or approved measurement method may be used to confirm conductor crimp height at the proper measurement location.
- Process Trend Control
- Measurement records help detect process shift, tooling wear, incorrect setup, or production variation before many bad crimps are produced.
IPC Core Principle: Function, Fit, and Form
IPC workmanship thinking is closely connected with the practical quality concept of Function, Fit, and Form. Some customers may also describe the third principle as Formal / Appearance. For terminal crimping, these three principles help evaluate whether the crimped harness works electrically, fits mechanically, and maintains acceptable workmanship appearance.
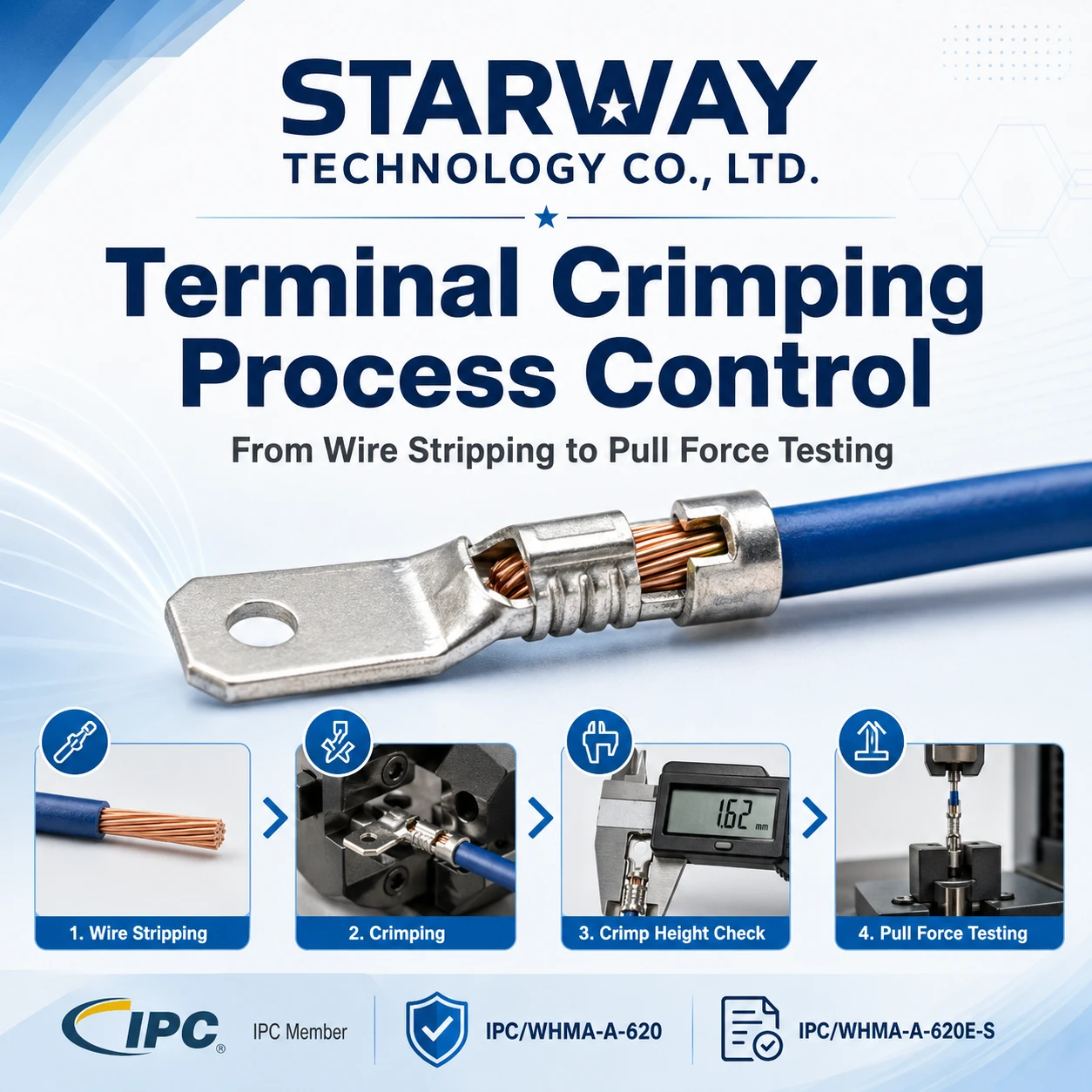
Terminal Crimping Process Flow
Starway Technology controls terminal crimping as a complete process flow, from drawing review and material confirmation to pull force testing, connector assembly, electrical testing, and final packaging.
Drawing and BOM Review
Customer drawings, wire size, terminal part number, connector part number, circuit assignment, test requirement, and acceptance criteria are reviewed.
Project PreparationIncoming Material Check
Wire, terminal, connector housing, seals, labels, sleeves, and accessories are checked against the approved BOM before production.
Material ControlWire Cutting
Wires are cut according to required length, tolerance, routing condition, connector assembly allowance, and customer drawing.
Wire PreparationWire Stripping
Insulation is removed while controlling strip length, conductor exposure, insulation edge condition, and possible nicked or broken strands.
IPC/WHMA-A-620 ReferenceTooling Setup
Crimp tool, applicator, die set, terminal feed, wire stop, press condition, and terminal position are checked before production.
Tooling ControlTerminal Crimping
Terminals are crimped with attention to conductor placement, bellmouth, conductor brush, crimp height, insulation support, and terminal shape.
Crimping ControlCrimp Inspection
Crimp height, crimp width, insulation crimp, cut-off tab, conductor brush, bellmouth, terminal twist, and barrel deformation are reviewed.
In-Process InspectionPull Force Testing
Pull force testing may be performed to evaluate mechanical retention and detect problems such as nicked strands, incorrect crimp height, or tooling issues.
Mechanical VerificationConnector Assembly
Crimped terminals are inserted into connector housings according to cavity number, orientation, locking condition, sealing requirement, and pinout.
ConnectorizationElectrical Testing
Continuity, contact assignment, polarity, open/short condition, and insulation resistance testing are performed according to product requirement.
Electrical VerificationFinal Inspection
Finished harnesses are checked for function, fit, form, connector condition, labeling, wire routing, protective covering, and cleanliness.
Final Quality ReviewPackaging and Shipment
Products are protected, labeled, packed, and released for shipment according to customer requirements to reduce handling and connector damage.
Shipment ControlPull Force Testing and Quality Verification
Pull force testing is a practical way to evaluate the mechanical strength of a crimped termination. It can reveal process problems that may not be obvious during visual inspection, such as cut or nicked strands, insufficient bellmouth, incorrect conductor brush, improper crimp height, weak insulation support, or tooling mismatch.
Pull force testing should not be treated as the only quality gate. It is one part of a broader control system that includes strip length, crimp height, visual inspection, tooling setup, terminal position, connector insertion, continuity testing, and insulation resistance testing.
For custom wire harness manufacturing, Starway Technology can define appropriate inspection and testing points based on customer drawings, terminal specifications, connector requirements, wire size, application environment, and project risk level.
- Mechanical Retention
- Pull force testing confirms whether the wire-terminal joint can withstand required mechanical load before separation or conductor failure.
- Process Problem Detection
- Reduced pull force can indicate nicked strands, poor stripping, incorrect crimp height, wrong tooling, or unsuitable terminal and wire selection.
- Electrical Verification
- Continuity and contact testing help confirm correct circuit path, terminal position, open/short status, and pin assignment.
- Insulation Performance
- Insulation resistance testing helps verify circuit separation and insulation performance when required by customer specification.
IPC/WHMA-A-620 and IPC/WHMA-A-620E-S Workmanship Awareness
IPC/WHMA-A-620 is an important workmanship reference for cable and wire harness assemblies. It helps manufacturers and customers communicate more clearly about wire preparation, terminal crimping, connector assembly, shielding, protective coverings, marking, securing, and testing.
Common Crimping Defects Reduced by Process Control
Many crimping defects can appear small, but their impact can be serious. Process control helps identify and reduce these risks before they become field failures.
- Crimp Height Too High
- Insufficient conductor compression may poor electrical conductivity, weak mechanical retention, and unstable long-term contact.
- Crimp Height Too Low
- Excessive compression may damage wire strands, deform the terminal, reduce tensile strength, and weaken vibration resistance.
- Incorrect Strip Length
- Incorrect strip length can cause poor conductor brush, insulation inside the conductor crimp, or insufficient conductor engagement.
- Poor Insulation Crimp
- Weak insulation support can reduce strain relief and make the wire more vulnerable to handling, shock, or vibration.
- Terminal Twist or Barrel Distortion
- Tooling misalignment, incorrect feed adjustment, or worn tooling can distort the terminal and affect connector fit.
- Incorrect Connector Insertion
- A good crimp can still fail if the contact is inserted into the wrong cavity, not fully locked, reversed, or damaged during connectorization.
Starway Technology: Taiwan-Based Custom Wire Harness OEM Manufacturer
Starway Technology focuses on custom wire harness and cable assembly OEM manufacturing. We are suitable for customers who need small-batch production, high-mix low-volume builds, engineering samples, special connector processing, custom cable assemblies, and stable Taiwan-based production support.
Custom Wire Harness
We manufacture cable assemblies based on customer drawings, samples, BOMs, connector requirements, wire specifications, and project-specific production notes.
High-Mix Low-Volume
We support prototype builds, engineering samples, low-volume production, customized assemblies, and repeat project-based manufacturing.
Made in Taiwan
Taiwan-based production helps customers maintain direct communication, flexible coordination, responsive engineering discussion, and better process visibility.
Customer Value
For B2B customers, terminal crimping process control directly affects field reliability, assembly efficiency, quality consistency, installation stability, warranty risk, and customer confidence. A cable assembly supplier that understands stripping, crimp height, terminal tooling, pull force testing, connectorization, and electrical verification can help reduce hidden risks in wire harness manufacturing.
Starway Technology supports customers with IPC membership, IPC/WHMA-A-620 workmanship awareness, IPC/WHMA-A-620E-S space and military addendum awareness, custom wire harness OEM manufacturing, high-mix low-volume flexibility, and Taiwan-based production.
FAQ
Q1: What is terminal crimping process control?
It is the controlled management of wire stripping, terminal selection, tooling setup, crimp height, insulation support, crimp inspection, pull force testing, connector assembly, electrical testing, and final inspection.
Q2: Why is crimp height important?
Crimp height helps confirm whether the terminal has compressed the conductor within the correct process range. Incorrect crimp height may cause poor conductivity, weak mechanical retention, local heating, or conductor damage.
Q3: Why is pull force testing used?
Pull force testing evaluates the mechanical strength of a crimped termination and can help reveal issues such as nicked strands, incorrect crimp height, poor stripping, or tooling problems.
Q4: Is Starway Technology an IPC member?
Yes. Starway Technology is listed in the official Global Electronics Association / IPC member directory as an OEM company.
Q5: Does Starway use IPC/WHMA-A-620?
Starway uses IPC/WHMA-A-620-based workmanship awareness as a reference for cable and wire harness assembly, including wire preparation, crimp terminals, connector assembly, shielding, protective coverings, and testing.
Q6: What is IPC/WHMA-A-620E-S?
IPC/WHMA-A-620E-S is the Space and Military Applications Electronic Hardware Addendum used together with IPC/WHMA-A-620E for higher-reliability cable and wire harness applications.
Q7: Does Starway claim to be formally approved by Molex or TE Connectivity?
No. Starway Technology references public technical documents from leading connector manufacturers to explain professional crimping process-control principles. Actual manufacturing acceptance follows customer drawings, approved BOMs, connector specifications, terminal specifications, inspection plans, and project-specific agreements.
Q8: Can Starway support high-mix low-volume cable assembly production?
Yes. Starway supports engineering samples, prototypes, customized assemblies, small-batch production, high-mix low-volume projects, and repeat OEM manufacturing.
Q9: Is Starway's production based in Taiwan?
Yes. Starway Technology provides Taiwan-based wire harness and cable assembly OEM manufacturing, supporting customers who need flexible production, direct communication, and professional process control.
SEO Keywords
Terminal Crimping Process Control, wire stripping, strip length control, conductor brush, bellmouth, crimp height inspection, insulation crimp, terminal position, pull force testing, connector assembly, terminal crimping, custom wire harness manufacturing, cable assembly OEM Taiwan, high-mix low-volume wire harness, IPC/WHMA-A-620, IPC/WHMA-A-620E-S Space and Military Applications Electronic Hardware Addendum, IPC member OEM, Molex crimp technology reference, TE Connectivity crimping terminals reference, Starway Technology
Hashtags
Suggested hashtags for article pages, social posts, exhibition content, and SEO support: