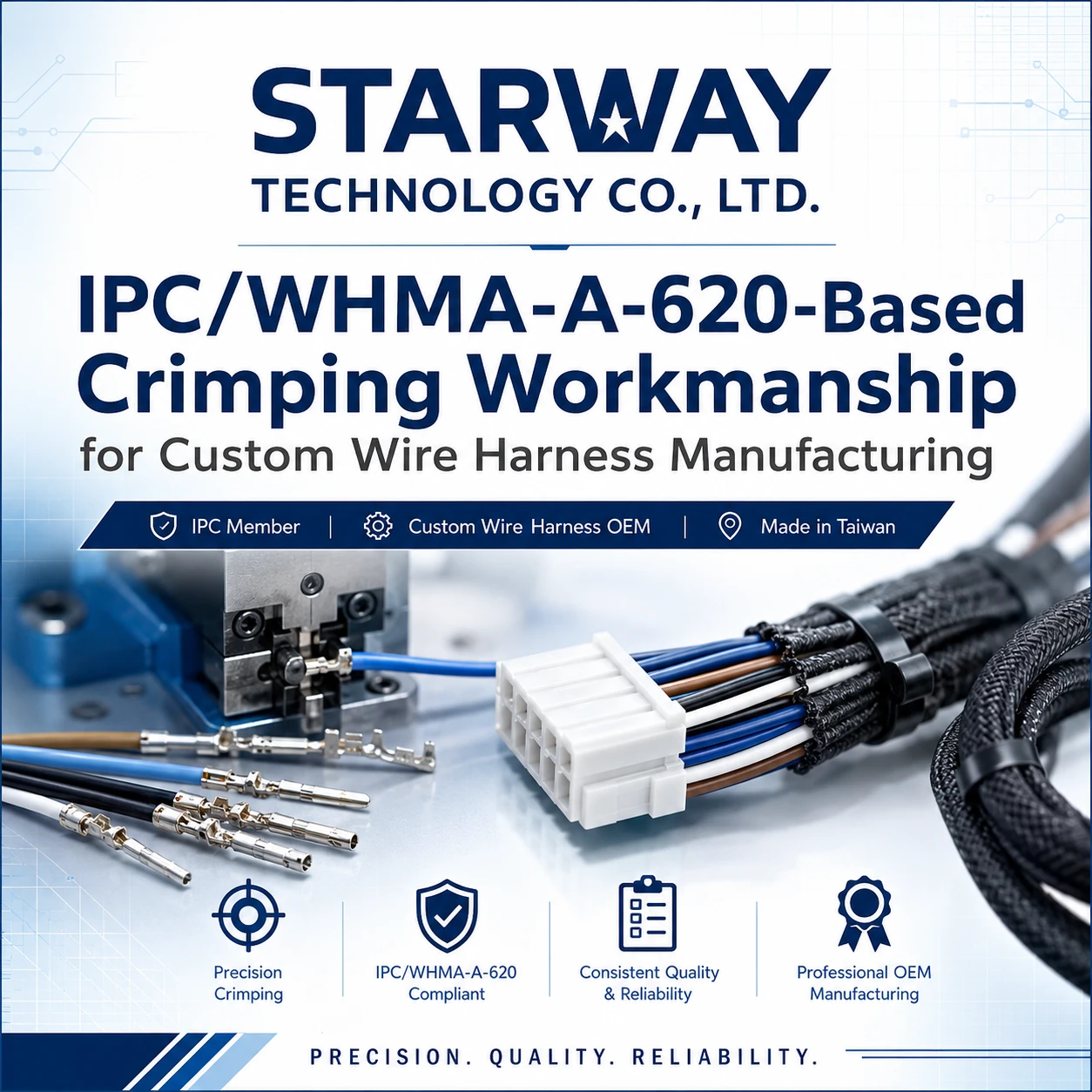
IPC/WHMA-A-620-Based Crimping Workmanship for Custom Wire Harness Manufacturing
Starway Technology applies IPC/WHMA-A-620-based workmanship thinking to custom wire harness manufacturing, connecting stripping, crimp terminals, soldered terminations, connectorization, shielding, protective coverings, marking, testing, and high-mix low-volume OEM production into one controlled manufacturing process.
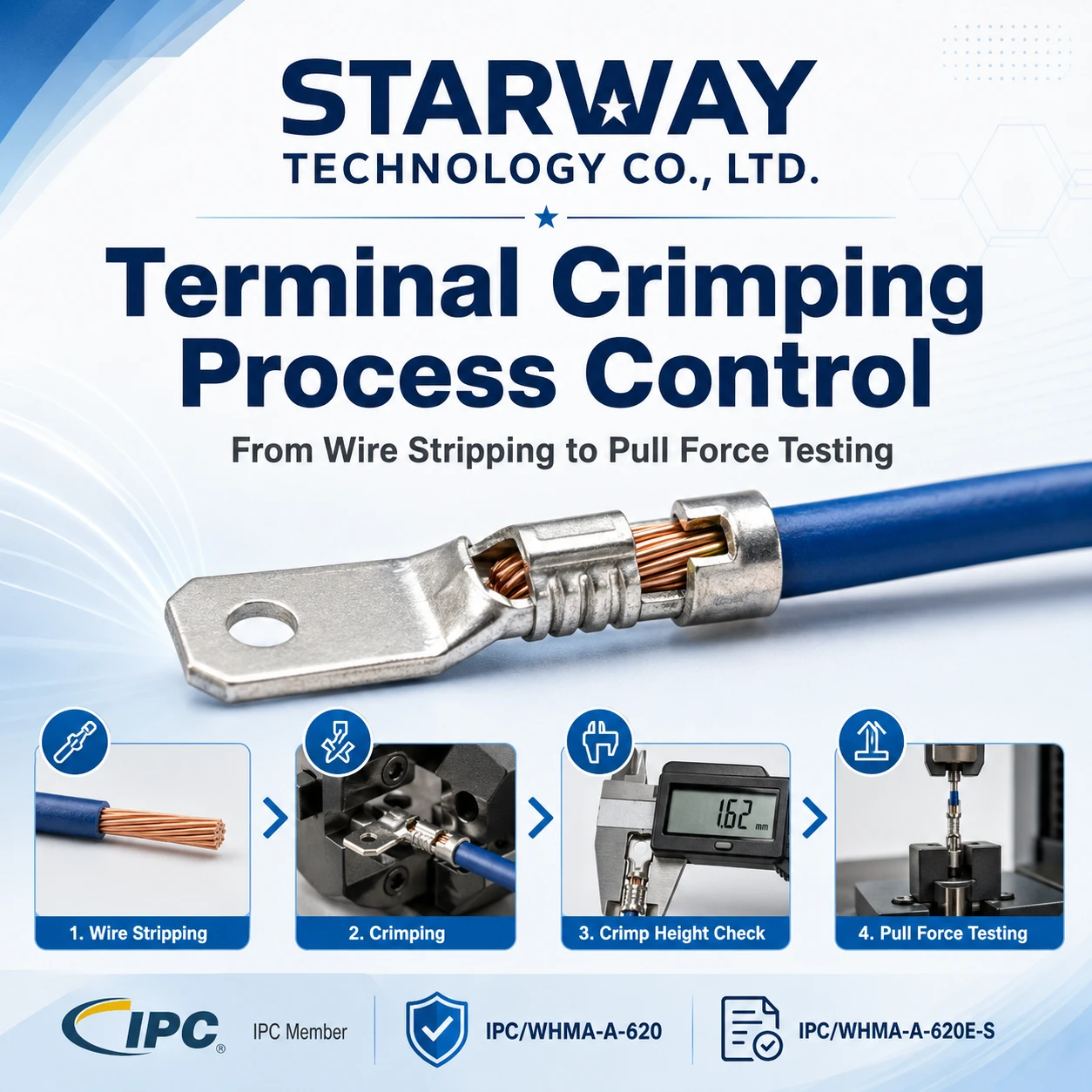
IPC/WHMA-A-620-Based Crimping Workmanship for Custom Wire Harness Manufacturing is not only about making a terminal look acceptable. It is about controlling the complete wire harness manufacturing sequence: wire preparation, stripping, crimping, soldered termination, connectorization, marking, securing, shielding, protective covering, electrical testing, and final shipment.
Starway Technology Co., Ltd. is a professional custom wire harness and cable assembly OEM manufacturer based in Taiwan. We support customer-specified drawings, samples, BOMs, connector requirements, high-mix low-volume production, prototype builds, engineering samples, and repeat production for industrial, aerospace, military, communication, and high-reliability applications.
Certificate and Standard Reference
This article can display Starway Technology's IPC membership and IPC-related certificate references to support customer confidence in our workmanship foundation and process-oriented manufacturing approach.

IPC Member
Starway Technology is listed in the official Global Electronics Association / IPC member directory as an OEM company, supporting our professional positioning in custom wire harness manufacturing.
IPC/WHMA-A-620
IPC/WHMA-A-620 is an important workmanship reference for wire preparation, crimp terminals, connectorization, cable assemblies, shielding, protective coverings, and testing.
IPC/WHMA-A-620E-S
IPC/WHMA-A-620E-S is a space and military applications addendum used with IPC/WHMA-A-620E for higher-reliability cable and wire harness applications.
Technical Summary
IPC/WHMA-A-620-based crimping workmanship helps manufacturers evaluate wire harness quality beyond a single crimp point. A reliable harness requires correct stripping, proper conductor condition, controlled crimp height, stable insulation support, correct connector insertion, secure harness routing, appropriate shielding, protective covering, marking, and final electrical testing.
Crimp height inspection is especially important because the conductor-to-terminal interface affects electrical performance and mechanical strength. If crimp height is outside the correct process window, the crimp may poor conductivity, loose termination, excessive resistance, local heating, or long-term connection failure.
For B2B customers, Starway Technology provides practical Taiwan-based OEM support for custom wire harnesses, small-batch builds, high-mix low-volume projects, and customer-specific cable assemblies that require stable communication, production flexibility, and process discipline.
Why IPC/WHMA-A-620-Based Workmanship Matters
In custom wire harness manufacturing, every project may use different wires, terminals, connectors, routing conditions, shielding structures, labels, protective coverings, and test requirements. IPC/WHMA-A-620-based workmanship gives customers and manufacturers a clearer technical language for discussing acceptance criteria, process control, and final inspection expectations.
Process-Based Control
IPC-based thinking helps connect material review, wire preparation, crimping, connector assembly, securing, shielding, and testing into one controlled production flow.
Custom Harness Flexibility
For high-mix low-volume projects, each assembly may be different. A standard-based approach helps keep workmanship consistent even when product design changes.
Customer Communication
IPC/WHMA-A-620 terminology helps customers, engineers, inspectors, and OEM manufacturers discuss defects, process indicators, acceptance, and project-specific requirements more clearly.
IPC/WHMA-A-620 Chapter-Based Workmanship Overview
The following chapter-based overview shows how IPC/WHMA-A-620 thinking can be connected to real custom wire harness manufacturing. Each chapter is not an isolated topic; together they form a practical framework for building, inspecting, and testing cable and wire harness assemblies.
- IPC/WHMA-A-620 Chapter 3 — Stripping
- Stripping controls insulation removal, conductor exposure, strand condition, and preparation quality before crimping, soldering, or connector assembly.
- IPC/WHMA-A-620 Chapter 4 — Soldered Terminations
- Soldered terminations help define workmanship expectations for wire-to-terminal, wire-to-component, and special termination structures when soldering is required.
- IPC/WHMA-A-620 Chapter 5 — Crimp Terminals
- Crimp terminals are central to wire harness reliability, covering conductor placement, insulation support, crimp formation, pull strength, and terminal condition.
- IPC/WHMA-A-620 Chapter 6 — Insulation Displacement Connection
- IDC workmanship focuses on controlled conductor placement and insulation displacement contact quality for connector systems designed around IDC technology.
- IPC/WHMA-A-620 Chapter 7 — Ultrasonic Welding
- Ultrasonic welding provides a process reference for joining conductors using ultrasonic energy where customer design or harness structure requires it.
- IPC/WHMA-A-620 Chapter 8 — Splices
- Splice workmanship addresses conductor joining, mechanical support, insulation protection, and long-term reliability at wire-to-wire connection points.
- IPC/WHMA-A-620 Chapter 9 — Connectorization
- Connectorization covers contact insertion, connector hardware, sealing, orientation, mating interface, and fit between harness and connector system.
- IPC/WHMA-A-620 Chapter 10 — Molding/Potting
- Molding and potting help protect connector exits, wire transitions, terminations, or special cable structures when environmental or mechanical protection is required.
- IPC/WHMA-A-620 Chapter 11 — Cable Assemblies and Wires
- Cable assemblies and wires require correct length, routing, conductor condition, jacket condition, and dimensional control for fit and final installation.
- IPC/WHMA-A-620 Chapter 12 — Marking/Labeling
- Marking and labeling support traceability, installation efficiency, circuit identification, revision control, and maintenance clarity.
- IPC/WHMA-A-620 Chapter 13 — Coaxial and Twinaxial Cable Assemblies
- Coaxial and twinaxial assemblies require controlled shield preparation, dielectric protection, termination geometry, and signal integrity awareness.
- IPC/WHMA-A-620 Chapter 14 — Securing
- Securing covers tie wraps, lacing, breakouts, routing, strain relief, and mechanical support to reduce movement and stress during use.
- IPC/WHMA-A-620 Chapter 15 — Harness/Cable Electrical Shielding
- Electrical shielding supports EMI/RFI control through shield termination, braid handling, conductive materials, and grounding-related workmanship.
- IPC/WHMA-A-620 Chapter 16 — Cable/Wire Harness Protective Coverings
- Protective coverings include sleeving, braid, shrink tubing, spiral wrap, wire loom, and other protection methods used to reduce abrasion and damage.
- IPC/WHMA-A-620 Chapter 17 — General
- General requirements help define shared workmanship concepts, inspection logic, acceptance thinking, process control, and documentation expectations.
- IPC/WHMA-A-620 Chapter 18 — Solderless Wrap
- Solderless wrap provides workmanship reference for wrapped terminations where a customer design or legacy interconnect system requires this method.
- IPC/WHMA-A-620 Chapter 19 — Testing
- Testing confirms circuit correctness, continuity, contact condition, insulation resistance, and other electrical requirements before product release.
Crimp Height Inspection and Crimping Control
Crimp height inspection is a key measurable control point for terminal crimping. It confirms whether the terminal barrel has compressed the conductor within the required process range. The acceptable crimp height depends on the terminal design, wire gauge, conductor type, applicator setup, and terminal manufacturer specification.
Starway Technology treats crimp height inspection as part of process control, not only as a final appearance check. When the crimp height is too high, the conductor may not be compressed enough, reducing contact pressure and increasing resistance. When the crimp height is too low, conductor strands may be damaged or the terminal may deform excessively.
Reliable crimp inspection also requires correct measurement location, calibrated tools, controlled production records, and comparison against approved acceptance criteria. This helps prevent hidden defects that may pass a simple continuity test but fail later under vibration, heat, mechanical strain, or long-term field operation.
- Correct Specification
- Crimp height must be checked against the terminal, wire, applicator, and customer-approved specification, not only a generic chart.
- Calibrated Measurement Tool
- Measurement tools should be suitable for the crimp geometry and controlled through the quality system to avoid false pass/fail results.
- Measurement Location
- The crimp should be measured at the correct terminal barrel position. Measuring the wrong area may misrepresent the actual conductor crimp condition.
- Process Record
- Inspection data can support traceability, trend review, tool wear detection, and corrective action when a crimp result moves toward the tolerance limit.
IPC Core Principle: Function, Fit, and Form
IPC workmanship thinking is closely connected with the practical quality concept of Function, Fit, and Form. Some customers also describe the third principle as Formal / Appearance. For wire harness manufacturing, these three principles help evaluate whether the assembly works correctly, fits correctly, and maintains acceptable workmanship appearance.
Custom Wire Harness Manufacturing Process Flow
Starway Technology controls custom wire harness production as a complete manufacturing flow. The purpose is to make sure that crimping quality, connector assembly, protective covering, marking, electrical testing, and packaging are aligned with customer requirements.
Drawing and BOM Review
Customer drawings, BOMs, wire specifications, terminal part numbers, connector part numbers, circuit assignments, and inspection requirements are reviewed.
Project PreparationIncoming Material Check
Wire, terminal, connector, heat shrink, label, shielding material, protective covering, and accessories are checked before production.
Material ControlWire Cutting and Stripping
Wires are cut and stripped according to drawing length, stripping allowance, conductor exposure, insulation condition, and connector requirements.
A-620 Chapter 3Terminal Crimping
Terminals are crimped with control over conductor position, crimp height, insulation support, terminal condition, and applicator setup.
A-620 Chapter 5Crimp Inspection
Crimp height, crimp shape, bellmouth, conductor brush, strand condition, insulation crimp, and terminal deformation are checked.
In-Process ControlSoldering / IDC / Splice When Required
Soldered terminations, IDC, ultrasonic welding, or splicing may be applied when required by the design or customer drawing.
A-620 Chapters 4, 6, 7, 8Connectorization
Contacts are inserted into connector housings according to circuit position, orientation, lock condition, sealing requirement, and mating interface.
A-620 Chapter 9Harness Assembly
Wires are routed, bundled, secured, marked, sleeved, shielded, and protected according to the approved drawing and assembly requirement.
A-620 Chapters 11-16Molding / Potting When Required
Overmolding or potting may be applied for strain relief, environmental protection, connector transition protection, or customer-specific design needs.
A-620 Chapter 10Electrical Testing
Continuity testing, contact testing, polarity checking, open/short verification, and insulation resistance testing are performed when required.
A-620 Chapter 19Final Inspection
Finished harnesses are checked for function, fit, form, marking, connector condition, protective covering, and packaging readiness.
Final Quality ReviewPackaging and Shipment
Finished products are protected, labeled, packed, and shipped according to customer requirements to reduce handling and connector damage.
Shipment ControlIPC/WHMA-A-620E-S for Space and Military Applications
IPC/WHMA-A-620E-S Space and Military Applications Electronic Hardware Addendum is used with the base IPC/WHMA-A-620E standard. It provides additional requirements for wire harness assemblies that may face vibration, thermal excursions, harsh environments, or mission-related reliability expectations.
Starway Technology: Taiwan-Based Custom Wire Harness OEM Manufacturer
Starway Technology focuses on custom wire harness and cable assembly OEM manufacturing. Our strength is not limited to one standard product line; we support customers who need custom cable assemblies, special connector processing, small-batch builds, high-mix low-volume production, and engineering-oriented communication.
Custom Wire Harness
We manufacture cable assemblies based on customer drawings, samples, BOMs, connector requirements, wire specifications, and project-specific production notes.
High-Mix Low-Volume
We support prototype builds, engineering samples, small-batch production, customized assemblies, and repeat low-volume manufacturing.
Made in Taiwan
Taiwan-based production helps customers maintain direct communication, flexible production coordination, and better process visibility.
Quality Control Points for IPC-Based Crimping Workmanship
Reliable crimping workmanship depends on process discipline. Starway Technology reviews key control points before, during, and after production to reduce hidden defects and improve repeatability.
- Terminal and Wire Matching
- The terminal must match wire size, conductor type, insulation diameter, plating, and approved customer specification before crimping begins.
- Tooling and Applicator Setup
- Crimping tool, applicator, die set, and machine setting must be suitable for the terminal and wire combination.
- Crimp Height and Visual Check
- Crimp height, conductor brush, bellmouth, insulation support, terminal shape, and strand condition are checked as part of process control.
- Connector Insertion and Locking
- Contacts must be inserted into the correct cavity and locked properly to support function, fit, and connector retention.
- Harness Routing and Protection
- Securing, protective covering, shielding, marking, and cable routing are checked to reduce mechanical stress and improve installation clarity.
- Electrical Testing and Final Review
- Continuity, open/short condition, contact assignment, insulation resistance, and final inspection results are reviewed before shipment.
Common Risks Reduced by IPC-Based Workmanship
IPC-based workmanship does not remove the need for customer-specific drawings and tests, but it helps reduce common manufacturing risks in custom wire harness projects.
- Unstable Crimp Quality
- Incorrect crimp height, poor conductor placement, damaged strands, or weak insulation support can reduce electrical and mechanical reliability.
- Incorrect Connectorization
- Wrong cavity insertion, reversed orientation, incomplete locking, or connector damage may cause open circuits, wrong pinout, or field installation failure.
- Poor Marking and Traceability
- Missing or unclear labels may increase installation errors, maintenance difficulty, and revision confusion.
- Insufficient Securing and Protection
- Poor routing, insufficient strain relief, weak protective covering, or uncontrolled shielding may increase abrasion, vibration, or EMI-related risk.
- Hidden Electrical Defects
- A harness may look acceptable but still contain open/short errors, wrong polarity, high resistance, or insulation weakness without proper testing.
- Inconsistent Small-Batch Production
- High-mix low-volume projects require disciplined documentation and repeatable workmanship to avoid variation between samples and repeat orders.
Customer Value
For B2B customers, IPC/WHMA-A-620-based workmanship helps transform custom wire harness manufacturing from “manual assembly” into a controlled production process. This is important because hidden harness defects can affect product reliability, installation time, field performance, warranty cost, and customer confidence.
Starway Technology supports customers with IPC membership, IPC/WHMA-A-620 workmanship awareness, IPC/WHMA-A-620E-S space and military addendum awareness, custom wire harness OEM manufacturing, high-mix low-volume flexibility, and Taiwan-based production. For customers who need responsive communication and practical manufacturing support, this creates a stronger foundation for long-term cooperation.
FAQ
Q1: What is IPC/WHMA-A-620-based crimping workmanship?
It means applying IPC/WHMA-A-620 workmanship thinking to wire preparation, terminal crimping, connectorization, harness routing, securing, shielding, protective coverings, marking, and testing in custom wire harness manufacturing.
Q2: Is Starway Technology an IPC member?
Yes. Starway Technology is listed in the official Global Electronics Association / IPC member directory as an OEM company.
Q3: Why is crimp height inspection important?
Crimp height inspection helps confirm whether the terminal has compressed the conductor within the required range. Incorrect crimp height may cause poor conductivity, weak mechanical retention, localized heating, or long-term connection failure.
Q4: Does Starway provide custom wire harness OEM manufacturing?
Yes. Starway Technology provides custom wire harness and cable assembly OEM manufacturing based on customer drawings, samples, BOMs, connector requirements, wire specifications, and project-specific instructions.
Q5: Can Starway support high-mix low-volume wire harness production?
Yes. Starway supports prototype builds, engineering samples, small-batch production, high-mix low-volume projects, and repeat customized wire harness manufacturing.
Q6: What is IPC/WHMA-A-620E-S?
IPC/WHMA-A-620E-S is the Space and Military Applications Electronic Hardware Addendum used together with IPC/WHMA-A-620E. It provides additional requirements for higher-reliability cable and wire harness assemblies used in space and military-related environments.
Q7: Does IPC/WHMA-A-620 replace customer drawings?
No. IPC/WHMA-A-620 is a workmanship reference. Final acceptance must follow customer drawings, BOMs, connector specifications, terminal specifications, wire specifications, test requirements, and project-specific agreements.
Q8: Is Starway's production based in Taiwan?
Yes. Starway Technology provides Taiwan-based wire harness and cable assembly OEM manufacturing, supporting customers who need flexible production, direct communication, and professional process control.
SEO Keywords
IPC/WHMA-A-620-Based Crimping Workmanship for Custom Wire Harness Manufacturing, IPC/WHMA-A-620 crimping, wire harness workmanship, custom wire harness manufacturing, cable assembly OEM Taiwan, crimp height inspection, crimp terminals, connectorization, cable assemblies and wires, harness electrical shielding, protective coverings, marking and labeling, wire harness testing, IPC member OEM, IPC/WHMA-A-620E-S Space and Military Applications Electronic Hardware Addendum, high-mix low-volume wire harness, Starway Technology
Hashtags
Suggested hashtags for article pages, social posts, exhibition content, and SEO support: