High-Voltage & EMI-Suppression Custom Cable Assembly for Advanced Commercial Electronics
A high-voltage and EMI-suppression custom cable assembly designed for advanced commercial electronics, featuring controlled wire length processing, terminal crimping, magnetic core winding, heat shrink fixation, numbered tube marking, continuity and impedance testing, insulation resistance testing, and high-mix low-volume OEM production support.
High-Voltage & EMI-Suppression Custom Cable Assembly for Advanced Commercial Electronics is a custom cable assembly designed for applications where power transmission, electrical stability, EMI suppression, and precise process control are required.
This product demonstrates how Starway Technology supports Prototyping & Low-Volume cable assembly manufacturing by integrating customer-specified wire length, terminal crimping, magnetic or ferrite core winding, heat shrink fixation, numbered tube identification, final length measurement, continuity and impedance testing, insulation resistance testing, finished product inspection, packaging, and shipment.
Official ILA Berlin 2026 Product Listing
This product is also featured in the official ILA Berlin digital product guide as High-Voltage EMI-Suppression Custom Cable Assembly for Advanced Commercial Electronics . This external product listing helps connect Starway Technology’s custom low-volume cable assembly capability with ILA Berlin 2026 aerospace and advanced electronics industry visibility.
Technical Summary
Starway Technology manufactures high-voltage and EMI-suppression custom cable assemblies for advanced commercial electronics and other customer-specific applications. This product uses terminal crimping, magnetic core winding, heat shrink fixation, tube marking, length control, and electrical testing to support both power delivery and noise-reduction design requirements.
The manufacturing process is especially suitable for high-mix low-volume production, where each cable assembly may require customer-defined wire length, core position, winding turns, terminal type, heat shrink position, number tube marking, and final electrical verification.
By controlling the winding of magnetic cores and fixing the core position with tie bands and heat shrink tubing, Starway helps prevent dimensional movement during handling, assembly, and shipment. This process supports repeatability for prototype builds, pilot runs, and small-batch OEM cable assembly production.

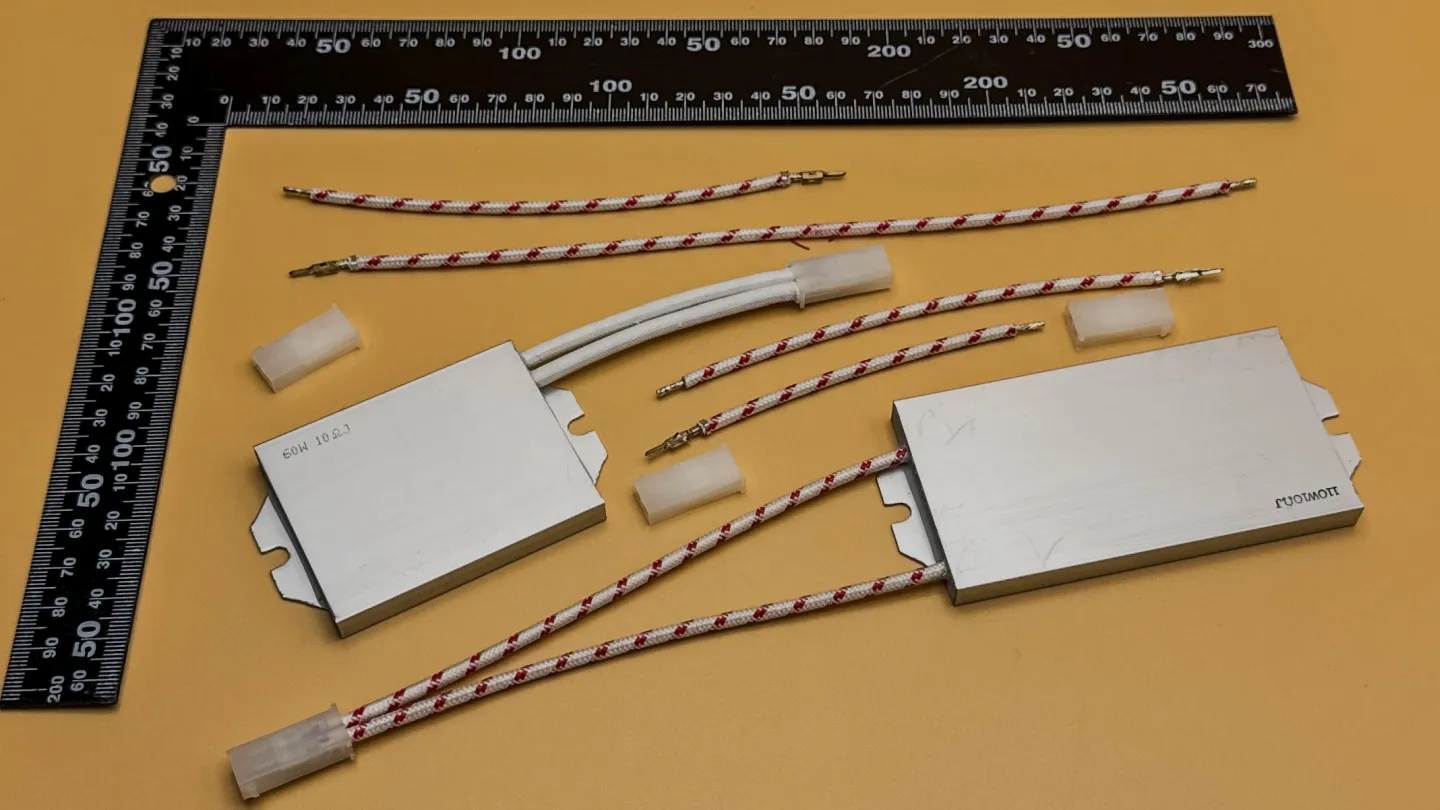
Image placement 1: finished product photo showing the complete high-voltage and EMI-suppression custom cable assembly.
Product Design and Manufacturing Focus
Advanced commercial electronics may require cable assemblies that support high-voltage power transmission while reducing electrical noise. In this product, the magnetic core winding process is used as part of the EMI-suppression design, while terminal crimping and final testing help confirm electrical function and production quality.
The design focus includes controlled wire preparation, terminal crimping, core insertion, winding turns, tie-band fixation, heat shrink positioning, secondary length trimming, numbered tube installation, length verification, continuity and impedance testing, insulation resistance testing, final inspection, and packaging.
High-Voltage Cable Assembly
Supports customer-defined electrical requirements, wire length, terminal processing, and cable routing for advanced commercial electronics.
EMI-Suppression Core Winding
Uses customer-specified magnetic core winding and heat shrink fixation to help reduce noise and maintain controlled core position.
Low-Volume OEM Manufacturing
Suitable for prototypes, engineering samples, pilot runs, and small-batch production where process flexibility is required.
Key Product Specifications
- Application
- Advanced commercial electronics, high-voltage power transmission, EMI-suppression cable assembly, prototype builds, pilot production, and low-volume OEM manufacturing.
- Core Processing
- Two magnetic or ferrite cores are installed and wound according to customer-specified wire length, winding turns, fixation method, and final assembly requirements.
- Wire Length Control
- Wire is initially cut with additional length allowance, then trimmed again after core winding and positioning to ensure final length accuracy.
- Terminal Processing
- Terminal crimping is performed on both sides according to the customer-specified terminal, conductor preparation, and electrical connection requirements.
- Marking and Identification
- Number tubes are installed to support circuit identification, assembly clarity, and customer-specific harness management.
- Final Testing
- Continuity and impedance testing, insulation resistance testing, length measurement, finished product inspection, packaging, and shipment are performed before final release.


Image placement 2–4: three magnetic core photos, including core component, winding detail, and heat shrink fixation after winding.
Magnetic Core Winding for EMI Suppression
EMI-suppression cable assemblies require controlled core position, winding direction, winding turns, tie-band fixation, and heat shrink protection. If the winding count or core position changes, the finished cable may not match the customer’s intended electrical and mechanical design.
For this product, Starway first inserts the core, sets the required cable length, winds the wire around the magnetic core according to the specified number of turns, fixes the winding with tie bands, and then applies heat shrink tubing to secure the core and prevent dimensional movement.
Image placement 5–6: two terminal photos, including terminal component and crimped terminal after processing.
Terminal Crimping and Electrical Connection Control
Terminal crimping is a critical process for cable assembly reliability. Poor crimping may lead to unstable contact resistance, local heating, intermittent connection, or long-term reliability risk. For high-voltage and EMI-suppression applications, terminal workmanship and inspection are especially important.
Starway Technology controls wire stripping, conductor insertion, terminal positioning, crimp condition, pull and handling awareness, final circuit verification, and insulation resistance testing according to customer requirements and IPC/WHMA-A-620-based workmanship thinking.
Why This Product Fits Prototyping & Low-Volume Production
This product is not a simple standard cable. It requires customer-defined wire length, magnetic core arrangement, winding turns, terminal type, heat shrink position, number tube marking, and testing requirements. These characteristics make it highly suitable for Prototyping & Low-Volume manufacturing.
OEM Manufacturing Process Flow
IPC-based workmanship thinking is closely related to the three practical quality principles mentioned in IPC-A-610: Function, Fit, and Form. For this high-voltage and EMI-suppression cable assembly, the product must perform electrically, fit customer length and installation requirements, and maintain acceptable finished workmanship appearance.
The following process flow shows how Starway Technology controls this custom cable assembly from wire cutting to final shipment.
Wire Cutting and Stripping
The wire is cut with additional length allowance for later secondary trimming after core winding and length setting.
Wire PreparationSingle-Side Stripping and Crimping
One side is stripped and crimped with the specified terminal before the core winding process begins.
Terminal CrimpingFirst Core
The first magnetic or ferrite core is inserted according to the customer-specified process requirement.
Core InsertionSet First Length Section
The first cable length section is set before winding to maintain the required position and finished dimension.
Length ControlWind First Core
The wire is wound around the first core according to the specified number of turns and then fixed with a tie band.
EMI-Suppression WindingHeat Shrink First Core
Heat shrink tubing is applied over the first core to prevent movement and maintain dimensional stability.
Heat Shrink FixationSecond Core
The second magnetic or ferrite core is inserted according to the defined cable assembly structure.
Core InsertionSet Second Length Section
The second cable length section is measured and positioned before the second core winding process.
Length ControlWind Second Core
The wire is wound around the second core according to the specified number of turns and fixed with a tie band.
EMI-Suppression WindingHeat Shrink Second Core
Heat shrink tubing is applied over the second core to stabilize the wound structure and prevent movement.
Heat Shrink FixationMeasure and Trim Wire Length
The wire length is measured after the two-core process, then trimmed to the final required dimension.
Final Length ControlSecond-Side Stripping and Crimping
The opposite end is stripped and crimped with the specified terminal after final cable length adjustment.
Terminal CrimpingInstall Number Tube
Number tubes are installed for circuit identification, assembly clarity, and customer-specific cable management.
MarkingFinal Length Measurement
Finished cable length is measured to confirm that the assembly meets customer dimensional requirements.
Dimension CheckContinuity and Impedance Test
Continuity and impedance testing are performed to verify circuit connection and electrical performance.
Electrical VerificationInsulation Resistance Test
Insulation resistance testing is performed to verify circuit separation and insulation performance.
Final Electrical TestFinished Product Inspection
Core position, heat shrink condition, terminal crimping, number tube, wire length, and finished appearance are inspected.
Final InspectionPackaging and Shipment
Finished products are packaged and released for shipment after final inspection and production record review.
Shipment ControlIncoming Material Inspection Before Production
Incoming material inspection helps confirm that wires, terminals, magnetic cores, heat shrink tubing, tie bands, number tubes, and related materials meet the project requirement before production begins.
- Wire and Cable Material
- Wire type, conductor condition, insulation condition, length allowance, voltage requirement, and customer-specific material requirements are checked before processing.
- Magnetic or Ferrite Core
- Core size, appearance, quantity, placement requirement, winding feasibility, and surface condition are reviewed before assembly.
- Terminals
- Terminal type, plating condition, crimp area, compatibility with wire size, and customer-specified part requirements are checked before crimping.
- Heat Shrink Tubing and Tie Bands
- Heat shrink size, shrink ratio, coverage area, tie band position, and fixation method are checked against the process requirement.
- Number Tubes
- Number tube content, position, readability, and customer identification requirement are verified before installation.
- Drawing and Process Review
- Customer drawing, BOM, process notes, wire length, core winding turns, terminal orientation, and testing requirements are reviewed before production release.
Key Process Control Points During Manufacturing
For this product, process control must cover both electrical function and mechanical repeatability. The core winding process, heat shrink fixation, terminal crimping, and final length control are especially important.
- Core Winding Turns
- The winding count must follow the customer-specified requirement to maintain consistent EMI-suppression design intent.
- Core Position Control
- Core location must be controlled by length setting, tie fixation, and heat shrink tubing to prevent movement after assembly.
- Terminal Crimping Quality
- Wire stripping, conductor insertion, terminal position, and crimp condition are checked to support stable electrical connection.
- Length Measurement
- The product requires both process-stage and final-stage length measurement because the core winding process affects final cable dimension.
- Electrical Testing
- Continuity, impedance, and insulation resistance testing help confirm electrical function and insulation quality before shipment.
- Final Appearance and Packaging
- Finished cable appearance, heat shrink condition, terminal condition, number tube readability, and packaging protection are checked before release.
Common Manufacturing Risks for EMI-Suppression Cable Assemblies
Incorrect Winding Turns
If the winding count is not controlled, the finished product may not match the customer’s intended EMI-suppression design.
Core Position Movement
If the core is not fixed properly with tie bands and heat shrink tubing, the finished cable dimension and assembly position may shift.
Terminal Crimping Defects
Poor stripping or crimping may cause unstable contact resistance, local heating, or unreliable electrical connection.
Length Variation After Winding
Because core winding changes cable routing and length behavior, secondary trimming and final measurement are necessary.
IPC-Based Workmanship Approach
Starway Technology applies IPC-based workmanship principles across custom wire harness and cable assembly manufacturing, including wire cutting, stripping, terminal crimping, connector or terminal processing, heat shrink application, marking, electrical testing, packaging, and final inspection.
IPC/WHMA-A-620 is used as a key workmanship reference for cable and wire harness assembly. In addition, the practical quality principles commonly discussed in IPC-A-610 — Function, Fit, and Form — help guide how a finished cable assembly should perform, fit, and appear.
These references do not replace customer drawings, BOMs, electrical requirements, core specifications, terminal requirements, or project-specific test criteria. Instead, they help strengthen inspection awareness, production control, and technical communication between the customer and Starway Technology.
Customer Value
Controlled high-voltage and EMI-suppression cable assembly manufacturing helps customers reduce process variation, improve terminal connection stability, maintain magnetic core position, support noise-reduction design intent, and verify finished product function through electrical testing.
This approach is especially valuable for advanced commercial electronics, industrial systems, high-voltage modules, EMI-sensitive equipment, prototype development, engineering samples, and low-volume OEM projects where custom process details matter.
Starway Technology Quality Summary
FAQ
What is the High-Voltage & EMI-Suppression Custom Cable Assembly?
It is a customer-specific cable assembly designed for advanced commercial electronics, combining high-voltage wire processing, terminal crimping, magnetic core winding, heat shrink fixation, marking, and final electrical testing.
Why does this product use magnetic or ferrite cores?
Magnetic or ferrite cores are used as part of an EMI-suppression design. The winding turns and core position must be controlled according to customer requirements.
Why is the wire initially cut longer?
The wire is cut with additional allowance because core insertion, winding, and positioning may affect the final cable dimension. After winding and core fixation, the wire is measured and trimmed to final length.
How are the cores fixed after winding?
After winding the specified number of turns, the cable is fixed with tie bands and covered with heat shrink tubing to reduce movement and maintain dimensional stability.
What tests are performed before shipment?
Starway performs continuity and impedance testing, insulation resistance testing, length measurement, finished product inspection, packaging check, and shipment control according to project requirements.
Why is this product suitable for Prototyping & Low-Volume production?
This product requires customer-specific length control, terminal processing, core winding turns, marking, heat shrink positioning, and testing. These details make it suitable for prototypes, engineering samples, pilot builds, and low-volume OEM production.
Does Starway use IPC/WHMA-A-620 for this type of cable assembly?
Starway applies IPC/WHMA-A-620-based workmanship thinking as a reference for wire preparation, terminal crimping, marking, protective covering, testing, and final cable assembly control, together with customer drawings, BOMs, and project-specific requirements.